


















先进生产设备、专业技术团队
生产实力雄厚 东莞铭鸿汽车配件有限公司致力于各种金属表面电泳涂装处理研发、加工。产品用于各系汽车零配件、家用电器、摩托车、箱包五金、电子产品、家具五金、工具等。 立即咨询

东莞铭鸿汽车配件有限公司
专注各种金属表面电泳、涂装等
个性化加工
铭鸿
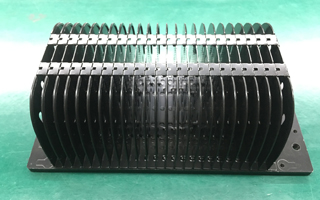
涂装效果好
涂装效果好,涂装渗透力强,能涤各死角,能弯曲90度不脱漆,耐盐雾性达720小时
涂装范围广
各种金属素材均可,如铁、不锈钢、铜、铝、铝合金、锌、锌合金等
表面平滑
涂膜防锈蚀能力高,涂膜均匀,覆盖力好,涂膜后表面平滑,无积漆垂流现象,涂膜颜色稳定铭鸿•用
先进生产设备、专业技术团队
生产实力雄厚 东莞铭鸿汽车配件有限公司致力于各种金属表面电泳涂装处理研发、加工。品质要求严格按照检验标准执行
产品严格要求品质 采用全自动智能化控制,精良的生产工艺及科学的管理制度,对于产品的品质要求严格按照检验标准执行,层层把关。完善的售后服务体系
快速响应 公司对订单响应迅速,生产高效高质,并且提供安全快速的物流货运服务,提供一站式的电泳解决方案。公司专业从事金属表面处理,主要经营汽车配件表面加工及五金配件、五金冲压件、塑胶制品、灯饰品;塑胶、金属表面处理。在与客户长期合作中,为满足需求 我司不断引进先进的生产设备且工艺配套齐全,各种基础设施配套完善,已形成一套完整的生产体系...
东莞东城成立东莞铭鸿汽车配件有限公司
认证申请正式向认证公司上海恩可埃认证有限公司提出IATF16949认证申请书
东莞东城成立东莞市世先五金制品有限公司
东莞虎门成立东莞市铭锟五金制品有限公司
东莞虎门成立东莞市虎门国森五金加工厂
东莞虎门成立东莞市虎门峰力五金加工店
新闻中心
聚焦铭鸿,与您分享电泳行业新动态 常见问题
常见问题

































 个人微信号
个人微信号